



Thanks to its vision for innovation and technological enhancement, Contrinex keeps on setting new standards in the sensor world. The latest being a highly technologically advanced photoelectric sensor, in an industry standard size housing, with extended operating distance, capable of sensing independent of remission and surface of the target. The diffuse sensor with background suppression has large setting dynamics (25…500 mm), abnormal for sensors with electronic setting.
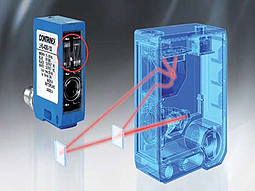
Key Advantages:
• Detection is independent of the target remission and surface;
• Stable detection over the whole distance;
• With a switching frequency of 500 Hz reliable detection of small and fast moving parts is guaranteed;
• Vibration and shock resistant;
• Insensitive to ambient light influences (e.g. flashing lights);
• Fixed optics with large setting dynamics 20:1;
• The complete family is now available.
Logistic Solutions

Sensors for 24/7 operation.
Reliable operation is the key requirement for all logistic centers.
Requirements
• Robust sensors for 24/7 operation;
• Easy installation and adjustment;
• EMC and ambient light protected.
Customer benefits
• Vibration, shock, EMC and ambient light resistance;
• Easy setup due to the standardized housing and flexible mounting options;
• Easy adjustment.
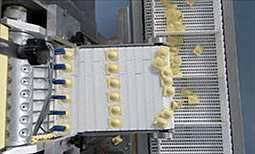
Filling Machines

The sensors family for flexible filling solutions.
High speed reliable detection is the key success factor for flexible filling solutions.
Requirements
• Robust fluid protected sensors;
• Reliable detection independent of color, remission and surface;
• Secure detection of fast moving objects.
Customer benefits
• Ecolab approved sensor in IP 67 rated housing enables secure operation and easy cleaning;
• Robust sensor with coated plexiglass window;
• Polarized reflex sensor for reliable detection of shiny objects.
Packaging Machines

Sensors for complex and flexible packaging solutions.
Reliable detection of various packaging materials at high speeds is a key requirement for modern packaging solutions.
Requirements
• Fast detection of different objects;
• Flexibility;
• EMC and ambient light protected.
Customer benefits
• Background suppression with no black/white shift ensures reliable detection of all objects within the set range;
• Vibration, shock, EMC and ambient light resistance;
• Visible red light and flexible mounting options enable easy setup;
• Seamless transition in objects without downtime.
Food Industry
Reliable sensing in hygienic Environments.
Easy to clean robust sensing solutions are fundamental in the food industry.
Requirements
• High detergent resistance;
• Reliable detection independent of color, remission and surface;
• Easy mounting and setup.
Customer benefits
• Ecolab approved sensor in IP 67 rated housing enables secure operation and easy cleaning;
• Enhanced sensing functionality in an industry standard housing;
• Robust sensor with coated plexiglas window.
Color Sensing
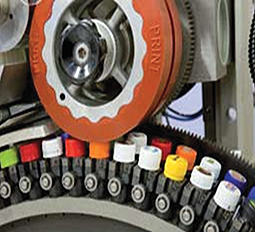
“World quality” automated production processes need reliable and secure color differentiation and quality control of produced goods.
With an excellent price / performance ratio the new application solver is the series 4050 color sensor with 3 teachable color channels with independent outputs. Each output has 5 tolerance levels to ensure maximum flexibility.
Color detection is not only used in automated production processes but also in a variety of applications ranging from the packaging and printing industry to sorting of different colored objects.
Key advantages
• Recognize «programmed» colors;
• Operating distance: 30 … 40 mm;
• 3 color channels with «Teach» and independent outputs;
• 5 tolerance levels for each output;
• Programmable output timing (0…5 ms).
Typical application
• Presence monitoring and identification;
• Sorting of different colored objects;
• Color monitoring;
• Position control.
O’BOYLE SRL
Tel.: +40 (0) 256-201346
office@oboyle.ro
www.oboyle.ro